
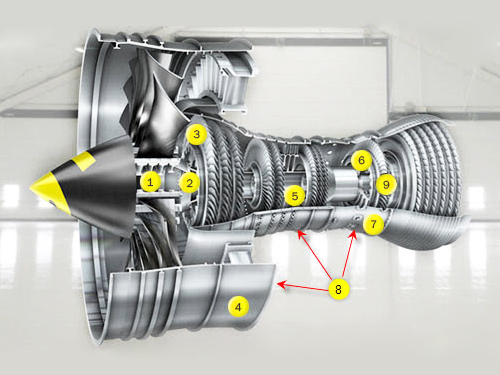
风扇盘材料多为钛合金,通常需要加工很深的“瓶形”截面的内凹腔和铣削较大的燕尾槽。

加工深至150mm的内腔时,只能采用细长的刀具。所面临的挑战是刀具容易产生振动,以及需要从凹槽中去除切屑。通过以下手段可以安全可靠地完成这一最具挑战性的特征的加工:
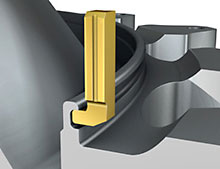
1.最安全高效的粗加工方法是直接切槽。特别设计的WCMX GM分屑刀片能将切屑分为三片独立的窄屑,从而很容易从深内腔中排除而不发生挤屑
2.对于较长的刀板(4倍宽度),在设计时就会采用专利的防振装置。与未加防振装置时相比,其切削深度可高出4倍。
3.椭圆截面的齿纹接口系统提供了杰出的稳定性和可达性。100 mm高的刀板能实现最佳的冷却液供应以帮助排屑
4.去除了大部分余量以后,即可借助高压冷却,用带专用SM槽形的硬质合金圆刀片对内腔进行最后的仿形精加工
山特维克防振刀板(高压冷却)


山特维克CoroCut® 弯头刀片
作为标准产品推出的90度弯头刀片系列规格齐全,专门用于加工那些可达性很差的凹槽。
山特维克还提供用于90、45度和T形弯头非标刀片的半成品以更好地满足用户需求。
燕尾槽的加工
传统的燕尾槽是由拉削加工完成的,但随着新结构的使用和新技术的出现,铣削已在某种程度上所取代了拉削。 当然,由于燕尾槽形状特殊,山特维克采用专门发展的非标解决方案。
1.采用复合三面刃铣刀粗铣底部直槽和口部成形部分
2.采用成形立铣刀进行半精加工和精加工

想了解更多的技术加工信息请进入公司官网:
http://www.dghitech.com/